Babbitt (alloy)
Babbitt metal or bearing metal, is any of several alloys used for the bearing surface in a plain bearing.
The original Babbitt alloy was invented in 1839 by Isaac Babbitt[1] in Taunton, Massachusetts, United States. He disclosed one of his alloy recipes but kept others as trade secrets.[2] Other formulations were developed later.[3] Like other terms whose eponymous origin is long since deemphasized (such as diesel engine or eustachian tube), the term babbitt metal is frequently styled in lowercase.[3][4] It is preferred over the term "white metal", because the latter term may refer to various bearing alloys, lead- or tin-based alloys, or zinc die-casting metal.
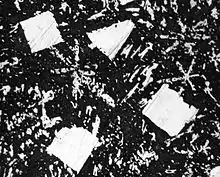
Babbitt metal is most commonly used as a thin surface layer in a complex, multi-metal structure, but its original use was as a cast-in-place bulk bearing material. Babbitt metal is characterized by its resistance to galling. Babbitt metal is soft and easily damaged, which suggests that it might be unsuitable for a bearing surface. However, its structure is made up of small hard crystals dispersed in a softer metal, which makes it a metal matrix composite. As the bearing wears, the softer metal erodes somewhat, creating paths for lubricant between the hard high spots that provide the actual bearing surface. When tin is used as the softer metal, friction causes the tin to melt and function as a lubricant, protecting the bearing from wear when other lubricants are absent.
Internal combustion engines use Babbitt metal which is primarily tin-based because it can withstand cyclic loading. Lead-based Babbitt tends to work-harden and develop cracks but it is suitable for constant-turning tools such as sawblades.

Traditional Babbitt bearings
In the traditional style of a babbitt metal bearing, a cast iron pillow block is assembled as a loose fit around the shaft, with the shaft in approximately its final position. The inner face of the cast iron pillow block is often drilled to form a key to locate the bearing metal as it is cast into place. The shaft is coated with soot as a release agent, the ends of the bearing are packed with clay, and molten metal poured into the cavity around the shaft, initially half filling the pillow block. The bearing is stripped, and the metal trimmed back to the top surface of the pillow block. Hardened babbitt metal is soft enough to be cut with a knife or sharp chisel.
A steel shim is inserted to protect the face of the lower bearing and to space the cap of the pillow block away from the shaft. After resealing the ends with clay, more metal is then poured to fill the cap of the pillow block through the hole in the top of the pillow block cap which will eventually be a lubrication hole.
The two halves of the bearing are then split at the shim, the oil holes cleared of metal and oil ways are cut into the surface of the new bearing. The shaft is smeared with engineer's blue and rotated in the bearing. When the bearing is disassembled the blue fills the hollows and is rubbed off the high spots. The high spots are scraped down, and the process repeated, until a uniform and evenly distributed pattern of blue shows when the shaft is removed. The bearing is then cleaned and lubricated, and shimmed up such that the shaft is held firmly but not binding in the bearing. The bearing is then "run in" by being run heavily lubricated at low load and revolution, completing the process of exposing the hard bearing surface. After final adjustment of the shimming, a very reliable and high load capability bearing results.
Before the advent of low cost electric motors, power was distributed through factories from a central engine via overhead shafts running in hundreds of Babbitt bearings.
The expression a "run bearing" also derives from this style of bearing, since failure of lubrication will lead to heat build up due to friction in the bearing, eventually leading to the bearing metal liquefying and running out of the pillow block.
Modern Babbitt bearings
Until the mid-1950s, poured Babbitt bearings were common in automotive applications. The Babbitt was poured into the block or caps using a form. Tin-based Babbitts were used as they could stand up to the impact loads found on the connecting rods and crankshaft. The poured Babbitt bearings were kept thin. The rods and caps would have shims that could be peeled off as the Babbitt wore. Ford was known to use two .002" on each cap and Babbitt that was 86% tin, 7% copper, 7% antimony (see the KRW catalogs for the Model T). Steel shims were used as the brass shims used today tend to compress over time contributing to shorter bearing life. The poured Babbitt bearings commonly get over 50,000 miles of use before needing replacement. Poured Babbitt bearings are also known to fail gracefully, allowing the car to be driven for extended periods of time. The failed bearing is not likely to damage the crankshaft.
In more modern practice, the crankshaft and connecting rod big end bearings in a modern automobile engine are made of a replaceable steel shell, keyed to the bearing caps. The inner surface of the steel shell is plated with a coating of bronze, which is in turn coated with a thin layer of Babbitt metal as the bearing surface.
The process of laying down this layer of white metal is known as Babbitting.
Alternative bearings
In many applications, rolling-element bearings, such as ball or roller bearings, have replaced Babbitt bearings. Though such bearings can offer a lower coefficient of friction than plain bearings, their key advantage is that they can operate reliably without a continuous pressurized supply of lubricant. Ball and roller bearings can also be used in configurations that are required to carry both radial and axial thrusts. However, rolling-element bearings lack the beneficial damping and shock-load capability provided by fluid-film bearings, such as the Babbitt.
Babbitt alloys
| Industry Names | ASTM Grade | Comments | Sn | Pb | Cu | Sb | As | oth. | Yield Point, psiD (MPa) | Johnson's Apparent Elastic Limit psi (MPa)E | Melting Point °F (°C) | Proper Pouring Temp °F (°C) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 °C (68 °F) | 100 °C (212 °F) | 20 °C (68 °F) | 100 °C (212 °F) | |||||||||||
| No. 1[5] | 1 | 90–92 | ≤ 0.35 | 4–5 | 4–5 | 4400 (30.3)[6] | 2650 (18.3)[6] | 2450 (16.9)[6] | 1050 (7.2)[6] | 433 (223)[6] | 825 (441)[6] | |||
| Nickel Genuine[5] | 2 | Most common and industry standard for bearing lining. | 88–90 | ≤ 0.35 | 3–4 | 7–8 | 6100 (42.0)[6] | 3000 (20.6)[6] | 3350 (23.1)[6] | 1100 (7.6)[6] | 466 (241)[6] | 795 (424)[6] | ||
| Super Tough[5] | 3 | 83–85 | ≤ 0.35 | 7.5–8.5 | 7.5–8.5 | 6600 (45.5)[6] | 3150 (21.7)[6] | 5350 (36.9)[6] | 1300 (9.0)[6] | 464 (240)[6] | 915 (491)[6] | |||
| Grade 4[5] | 4 | 74–76 | 9.3–10.7 | 2.5–3.5 | 11–13 | |||||||||
| Grade 11[5] | 11 | 86–89 | ≤ 0.35 | 5–6.5 | 6–7.5 | |||||||||
| Heavy Pressure[5] | 7 | 9.3–10.7 | 72.5–76.5 | 14–16 | 0.3–0.6 | 3550 (24.5)[6] | 1600 (11.0)[6] | 2500 (17.2)[6] | 1350 (9.3)[6] | 464 (240)[6] | 640 (338)[6] | |||
| Royal[5] | 8 | 4.5–5.5 | 77.9–81.2 | 14–16 | 0.3–0.6 | 3400 (23.4)[6] | 1750 (12.1)[6] | 2650 (18.3)[6] | 1200 (8.3)[6] | 459 (237)[6] | 645 (341)[6] | |||
| Grade 13[5] | 13 | 5.5–6.5 | 82.5–85 | 9.5–10.5 | ≤ 0.25 | |||||||||
| Durite[5] | 15 | 0.8–1.2 | 79.9–83.9 | 14.5–17.5 | 0.8–1.4 | |||||||||
| D The values of yield point were taken from stress-strain curves at deformation of 0.125% of gauge length[6] |
| E Johnson's apparent elastic limit is taken as the unit stress at the point where the slope of the tangent to the curve is 2/3 times its slope in origin[6] |
The science of bearing Babbitt selection
The engineering of a bearing's Babbitt lining is usually completed during the design of the machine. In selecting the proper type of Babbitt for a particular job there are a number of factors to take into consideration, the most important of which are as follows:
- Surface speed of the shaft
- Load that the bearing is required to carry
There is no doubt that if a bearing is to be highly loaded in relation to its size, a high tin alloy is desirable; whereas for much slower speed work and less heavily loaded bearings, a lead-Based Babbitt may be employed, and is far more economical.
1. Surface speed of the shaft: (The number of feet traveled per minute by the shaft circumferentially.)
Formula: (Pi x D x RPM) / 12 = S
Example: Determine the surface of a 2 inch diameter shaft going 1,400 revolutions per minute (RPM)
(Pi x D x RPM) / 12 = (3.1416 x 2 x 1,400) / 12 = 733.04 Ft/min
Where: Pi = 3.1416, D = Diameter of shaft, S = Surface speed of the shaft
2. Load bearing is required to carry: (the weight which is being exerted through the combined weights of the shaft and any other direct weights on the shaft and measured in pounds per square inch.)
Formula: W / (I.D x L.O.B.) = L
Example: Determine the load on a bearing of a 2-inch I.D bearing, 5 inches long and carrying a weight of 3,100 lbs
W / (I.D x L.O.B.) = 3,100 / (2 x 5) = 310 Lbs/sq.in
Where: W = Total weight carried by bearing, I.D = Inside diameter of bearing, L.O.B = Length of Bearing, L = Load bearing required to carry
Babbitt bearing selection
While not subject to precise calculations, the following considerations must also be taken into account:
- Continuity of service
- Bonding characteristics
- Cooling facilities
- Lubrication
- Cleanliness
- Maintenance schedule for the bearing in use
- For example, a bearing in continuous use in a harsh environment without regular maintenance will require different Babbitt and lubrication than a bearing in intermittent use in a clean, light duty environment. This so-called art is really the condensation of the experience of the technician and the experience of the bearing being rebuilt.
If the bearing has performed well in use over many years, the bearing needs simply to be rebuilt to its original specification and formulation. In this case the technician's greatest concerns are:
- Bearing shell surface preparation
- Bonding characteristics of the tinning compound and the Babbitt layer and,
- Load bearing surface preparation and finish
Eco-Babbitt
Eco-Babbitt is an alloy of 90% Sn, 7% Zn, 3% Cu that is not technically a Babbitt metal. See Solder#Solder alloys for more information on Eco-Babbitt.[7]
References
- Hellemans, Alexander; Bunch, Bryan (1988). The Timetables of Science. Simon & Schuster. p. 305. ISBN 0671621300.
- Isaac Babbitt, "Mode of making boxes for axles and gudgeons," U.S. patent no. 1,252 (issued: July 17, 1839). Babbitt did not patent his alloy, although he does state its formulation: "The inner parts of the boxes are to be lined with any of the harder kinds of composition known under the names of britannia metal or pewter, of which block tin is the basis. An excellent compound for this purpose I have prepared by taking about 50 parts of tin, five of antimony, and one of copper, but I do not intend to confine myself to this particular composition."
- Oberg & Green 1996, p. 2150.
- American Heritage Dictionary, 4th ed, headword babbitt metal.
- "Babbitt Classifications". Kapp Alloy & Wire, Inc. Archived from the original on 21 September 2013. Retrieved 25 October 2012.
- "The Art and Science of Babbitt Selection". Kapp Alloy & Wire, Inc. Retrieved 26 October 2012.
- Kapp Alloy & Wire, Inc. "Kapp Eco-Babbitt". Kapp Alloy & Wire, Inc. Retrieved 10 April 2013.
Bibliography
- Houghton Mifflin (2000). The American Heritage Dictionary of the English Language (4th ed.). Boston and New York: Houghton Mifflin. ISBN 978-0-395-82517-4..
- Oberg, Erik; Green, Robert E. (1996). Machinery's Handbook: A Reference Book for the Mechanical Engineer, Designer, Manufacturing Engineer, Draftsman, Toolmaker, and Machinist. Industrial Press. ISBN 9780831125752.
External links
| Look up babbitt metal or babbitt in Wiktionary, the free dictionary. |
- "How white metal is moulded to steam locomotive big-end bearings". Ropley, Mid Hants Railway. Archived from the original on 2011-10-09. Retrieved 2011-07-01.
- "How to Pour Babbitt Bearings". WikiHow.
