Turret lathe
The turret lathe is a form of metalworking lathe that is used for repetitive production of duplicate parts, which by the nature of their cutting process are usually interchangeable. It evolved from earlier lathes with the addition of the turret, which is an indexable toolholder that allows multiple cutting operations to be performed, each with a different cutting tool, in easy, rapid succession, with no need for the operator to perform set-up tasks in between (such as installing or uninstalling tools) or to control the toolpath. The latter is due to the toolpath's being controlled by the machine, either in jig-like fashion, via the mechanical limits placed on it by the turret's slide and stops, or via electronically-directed servomechanisms for computer numerical control lathes.

The name derives from the way early turrets took the general form of a flattened cylindrical block mounted to the lathe's cross-slide, capable of rotating about the vertical axis and with toolholders projecting out to all sides, and thus vaguely resembled a swiveling gun turret.
Types
There are many variants of the turret lathe. They can be most generally classified by size (small, medium, or large); method of control (manual, automated mechanically, or automated via computer (numerical control (NC) or computer numerical control (CNC)); and bed orientation (horizontal or vertical).
Archetypical: horizontal, manual
In the late 1830s a "capstan lathe" with a turret was patented in Britain.[2] The first American turret lathe was invented by Stephen Fitch in 1845.[3]The archetypical turret lathe, and the first in order of historical appearance, is the horizontal-bed, manual turret lathe. The term "turret lathe" without further qualification is still understood to refer to this type. The formative decades for this class of machine were the 1840s through 1860s, when the basic idea of mounting an indexable turret on a bench lathe or engine lathe was born, developed, and disseminated from the originating shops to many other factories. Some important tool-builders in this development were Stephen Fitch; Gay, Silver & Co.; Elisha K. Root of Colt; J.D. Alvord of the Sharps Armory; Frederick W. Howe, Richard S. Lawrence, and Henry D. Stone of Robbins & Lawrence; J.R. Brown of Brown & Sharpe; and Francis A. Pratt of Pratt & Whitney.[4] Various designers at these and other firms later made further refinements.
Semi-automatic
Sometimes machines similar to those above, but with power feeds and automatic turret-indexing at the end of the return stroke, are called "semi-automatic turret lathes". This nomenclature distinction is blurry and not consistently observed. The term "turret lathe" encompasses them all. During the 1860s, when semi-automatic turret lathes were developed,[3] they were sometimes called "automatic". What we today would call "automatics", that is, fully automatic machines, had not been developed yet. During that era both manual and semi-automatic turret lathes were sometimes called "screw machines", although we today reserve that term for fully automatic machines.[5]
Automatic
During the 1870s through 1890s, the mechanically automated "automatic" turret lathe was developed and disseminated. These machines can execute many part-cutting cycles without human intervention. Thus the duties of the operator, which were already greatly reduced by the manual turret lathe, were even further reduced, and productivity increased. These machines use cams to automate the sliding and indexing of the turret and the opening and closing of the chuck. Thus, they execute the part-cutting cycle somewhat analogously to the way in which an elaborate cuckoo clock performs an automated theater show. Small- to medium-sized automatic turret lathes are usually called "screw machines" or "automatic screw machines", while larger ones are usually called "automatic chucking lathes", "automatic chuckers", or "chuckers".
Machine tools of the "automatic" variety, which in the pre-computer era meant mechanically automated, had already reached a highly advanced state by World War I.
Computer numerical control
When World War II ended, the digital computer was poised to develop from a colossal laboratory curiosity into a practical technology that could begin to disseminate into business and industry. The advent of electronics-based automation in machine tools via numerical control (NC) and then computer numerical control (CNC) displaced to a large extent, but not at all completely, the previously existing manual and mechanically automated machines.
Numerically controlled turrets allow automated selection of tools on a turret.[6] CNC lathes may be horizontal or vertical in orientation and mount six separate tools on one or more turrets.[7] Such machine tools can work in two axes per turret, with up to six axes being feasible for complex work.[7]
Vertical
Vertical turret lathes have the workpiece held vertically, which allows the headstock to sit on the floor and the faceplate to become a horizontal rotating table, analogous to a huge potter's wheel. This is useful for the handling of very large, heavy, short workpieces. Vertical lathes in general are also called "vertical boring mills" or often simply "boring mills"; therefore a vertical turret lathe is a vertical boring mill equipped with a turret.[6]
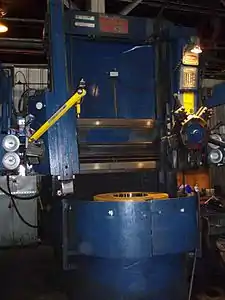 CNC VTL, 46” Bullard High Column Dynatrol, built mid-1960s.
CNC VTL, 46” Bullard High Column Dynatrol, built mid-1960s. CNC VTL, 88” Niles Vertical Turret Lathe, built mid-1950s
CNC VTL, 88” Niles Vertical Turret Lathe, built mid-1950s CNC VTL, King Vertical Turret Lathe Model 100, built 1955
CNC VTL, King Vertical Turret Lathe Model 100, built 1955 CNC VTL, 16' Rockford Open Side, built 1980
CNC VTL, 16' Rockford Open Side, built 1980
Other variations
Capstan versus turret
The term "capstan lathe" overlaps in sense with the term "turret lathe" to a large extent. In many times and places, it has been understood to be synonymous with "turret lathe". In other times and places it has been held in technical contradistinction to "turret lathe", with the difference being in whether the turret's slide is fixed to the bed (ram-type turret) or slides on the bed's ways (saddle-type turret).[8][9] The difference in terminology is mostly a matter of United Kingdom and Commonwealth usage versus United States usage.[4]
Flat
A subtype of horizontal turret lathe is the flat-turret lathe. Its turret is flat (and analogous to a rotary table), allowing the turret to pass beneath the part. Patented by James Hartness of Jones & Lamson, and first disseminated in the 1890s, it was developed to provide more rigidity via requiring less overhang in the tool setup, especially when the part is relatively long.[10]
Hollow-hexagon
Hollow-hexagon turret lathes competed with flat-turret lathes by taking the conventional hexagon turret and making it hollow, allowing the part to pass into it during the cut, analogously to how the part would pass over the flat turret. In both cases, the main idea is to increase rigidity by allowing a relatively long part to be turned without the tool overhang that would be needed with a conventional turret, which is not flat or hollow.[11]
Monitor lathe
The term "monitor lathe" formerly (1860s-1940s) referred to the class of small- to medium-sized manual turret lathes used on relatively small work. The name was inspired by the monitor-class warships, which the monitor lathe's turret resembled. Today, lathes of such appearance, such as the Hardinge DSM-59 and its many clones, are still common, but the name "monitor lathe" is no longer current in the industry.[5]
Toolpost turrets and tailstock turrets
Turrets can be added to non-turret lathes (bench lathes, engine lathes, toolroom lathes, etc.) by mounting them on the toolpost, tailstock, or both. Often these turrets are not as large as a turret lathe's, and they usually do not offer the sliding and stopping that a turret lathe's turret does; but they do offer the ability to index through successive tool settings.
Significance to the history of technology
Mid-nineteenth century: do not treat duplicate parts like one-off parts
The development of the turret lathe around the middle of the nineteenth century was a key aspect of the advancement of manufacturing technology. Unlike bench lathes, engine lathes, and toolroom lathes, on which each tool change involved some amount of setup, and toolpath had to be carefully controlled by the operator, turret lathes allowed the multiple tool changes and toolpaths of one part-cutting cycle to be repeated with little time or effort. By taking the tool-changing and the toolpath control out of the hands of the operator and building it into the machine tool, it accomplished several feats: it made interchangeable parts easier, faster, and thus cheaper to produce; and it made their production possible by workers with little skill. As long as a few skilled engineers, toolmakers, and setup technicians made and equipped the machine correctly, just about any operator could be hired (inexpensively) to run it.
Another way to look at this change is that humans gradually figured out that they should not treat duplicate parts like one-off parts. You do not need a master craftsman to cut each duplicate part as if it were unique; if you can set up a repeatable sequence of restricted movements, you can simply repeat the same sequence with each part. And if you can preserve the setting of each tool, so that a tool change does not destroy the setting, but rather lets it be indexed back into position whenever needed, then you have saved vast amounts of time and effort.
The ideas above developed gradually, first in the armory practice of the mid and late nineteenth century (otherwise known as the American system), and then in true mass production during the twentieth century. Those two phenomena have not always been differentiated from each other, but the difference is in the degree to which toolpath control had replaced skilled fitting, or, as it is more often expressed, the degree to which "the skill had been built into the machine tool". The replacement did not happen overnight, but rather was a gradual tapering off of reliance upon fitting, the progress varying by plant and by decade, until it had been completely eliminated from the assembly process, creating true mass production.[12]
Late-19th through mid-20th centuries: key to mass production
From the late-19th through mid-20th centuries, turret lathes, both manual and automatic (i.e., screw machines and chuckers), were one of the most important classes of machine tools for mass production. They were used extensively in the mass production for the war effort in World War II.[13]
Mid-20th century to present: transition to small runs and second operations
With the development and dissemination of CNC lathes, which themselves often have automated turrets, manual turret lathes began to lose their position as the key to mass production of turned parts. However, they did not become obsolete; the focus of their use simply shifted from the main turning operations of mass production, which are now usually done by CNCs, to small runs, for which they can still compete in unit cost with CNC use, and second operations, such as re-chucking a part turned out by a CNC in order to make a few simple cuts on the back. This transition in primary job description is reflected in the name "second-operation lathe", which is often synonymous with "manual turret lathe". Similarly, cam-operated screw machines and chuckers did not disappear; they simply shifted to a different niche. They still often compete with CNC machines in terms of unit cost per part produced, depending on the difference in overhead. A CNC lathe with hefty payments may translate to higher overall costs than a screw machine or chucker that is long since paid for.
Example of a part-cutting cycle
By pushing the hand lever of a manual turret forward, the tool is moved via the turret's slide toward the workpiece being held by the chuck, soon making contact and cutting or forming the part. On the return stroke, the tool is retracted and then indexed to the next tool held in the turret. In this way, a sequence of operations can be performed on a part without switching tools with each operation. That is, different tools can be shifted into position without the need to unscrew one and screw in another. Each tool can be set for a different length of travel by a stop screw located at the far right of the turret.
As an example, if one wanted to make a batch of special knurled-head screws, the turret could be set up with tools and used in this sequence:
- Stop to set length of bar stock to be machined;
- Box tool to turn diameter of stock down to threading size;
- Geometric die head to cut external threads on turned-down part,
- Knurling tool to knurl the screw's head.
After this, a front tool on the cross slide could cut a groove in the knurled area, providing a chamfer, and then a rear tool would be brought forward to cut the finished screw from the bar, called "parting it off".
References
- Hartness 1910.
- Editors (1924). American Machinist. McGraw-Hill. p. 273.CS1 maint: extra text: authors list (link)
- Crosher, William P. (2014). A Gear Chronology. Bloomington, Indiana: Xlibris. p. 144. ISBN 978-1499071146.
- Rolt 1965, p. 165.
- Editors (1901). "Part 5: Lathe Work". Reading working drawings. Arithmetic. Measuring instruments. Lathe work. Colliery Engineer Company. pp. 3–11.CS1 maint: extra text: authors list (link)
- Bawa, H. S. (2004). Manufacturing processes. 1. New Delhi: Tata McGraw-Hill. p. 57. ISBN 0-07-053525-6. OCLC 57660758.
- Smid, Peter (2003). CNC programming handbook : a comprehensive guide to practical CNC programming (2nd ed.). New York: Industrial Press. pp. 11–14. ISBN 0-8311-3158-6. OCLC 52364066.
- Capstan and Turret differences
- H.W. Ward & Co., Ltd 1938.
- Roe 1937, pp. 34–36.
- Editors (1921). A.S.M.E. Mechanical Catalog and Directory. American Society of Mechanical Engineers. p. 456.CS1 maint: extra text: authors list (link)
- Hounshell 1984.
- Parker, Dana T. Building Victory: Aircraft Manufacturing in the Los Angeles Area in World War II, p. 81, 123, Cypress, CA, 2013. ISBN 978-0-9897906-0-4.
Bibliography
- Hartness, James (1910), Hartness Flat Turret Lathe Manual, Springfield, Vermont: Jones and Lamson Machine Company, ISBN 9780282208783, retrieved 26 February 2016.
- Hounshell, David A. (1984), From the American System to Mass Production, 1800–1932: The Development of Manufacturing Technology in the United States, Baltimore, Maryland: Johns Hopkins University Press, ISBN 978-0-8018-2975-8, LCCN 83016269, OCLC 1104810110
- H.W. Ward & Co., Ltd (1938), Operators' Hand-book (4th ed.), Dale Road, Bournbrook, Birmingham, England: H.W. Ward & Co., Ltd.
- Roe, Joseph Wickham (1937), James Hartness: A Representative of the Machine Age at Its Best, New York, New York, USA: American Society of Mechanical Engineers, LCCN 37016470, OCLC 3456642. link from HathiTrust.
- Rolt, L.T.C. (1965), A Short History of Machine Tools, Cambridge, Massachusetts, USA: MIT Press, OCLC 250074. Co-edition published as Rolt, L.T.C. (1965), Tools for the Job: a Short History of Machine Tools, London: B. T. Batsford, LCCN 65080822.
External links
- Example cycle on a manual turret lathe, narrated by operator from YouTube
- Movement of the turrets and the taking of various cuts on a CNC vertical turret lathe from YouTube
- Movement of the turret and the taking of various cuts on a manual engine lathe retrofitted with a CNC turret from YouTube